硬い砕料・ビーズ・溶媒が影響する摩耗
硬い砕料による摩耗
硬い砕料にはアルミナ、カーボン、トルマリン、金剛石などがあります。これらの粉砕は、ビーズはもとより、粉砕室内のすべての部分が急速に摩耗されます。
ビーズミルで硬い砕料を粉砕する時は摩耗を覚悟しなければなりません。同時に摩耗による製品の汚染は避けることができません。
下図は高粘度アルミナスラリーの粉砕でギャップセパレーターの固定壁が摩耗した例です。アルミナスラリーは6.5~8.5Pa・sだったことから、ビーズは出口固定壁に圧着されて、固定壁面が短時間でビーズ径の幅で図のように摩耗しました。
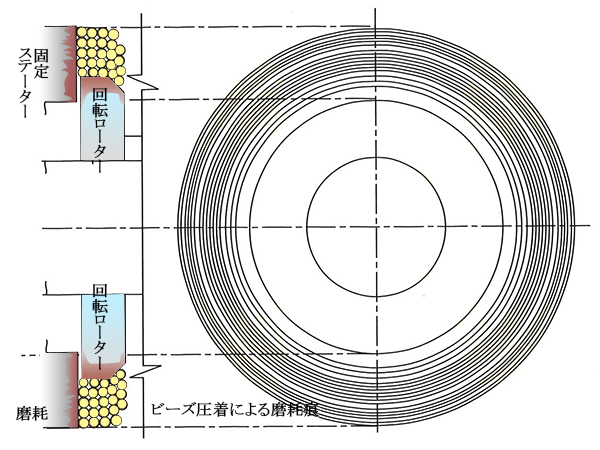
アルミナスラリーによる摩耗
ビーズの摩耗
ビーズが摩耗して小径化すると、粉砕室内のビーズ充填量が減少するため粉砕性能が低下します。また小径化したビーズがギャップセパレーターに噛み込み破損の原因となり、スクリーンの目詰まりとなります。
安定したビーズミルの運転操作を維持する要素はいくつかありますが、ビーズの摩耗に対する粒径管理は非常に重要です。ビーズ径はビーズミル処理製品の品質に影響し、機械の保守管理においても軽視できません。
ビーズの摩耗は材質によって違いがあります。そして、処理物、処理条件、運転条件によっても摩耗の進み方に違いがあります。
ビーズミルを導入した時、処理物の粒子径変化に注意すると同時に、ビーズ材質別にガラスビーズは100時間、ジルコニアビーズは300時間程度の単位でビーズの粒径チェックを行い、摩耗の進捗状態を確認して、ビーズの補充量や定期的なビーズの全量交換時期を把握しなければなりません。
ビーズの摩耗はビーズの表面積の多少に影響するようです。ビーズ径の小さいビーズは個数が多いことから摩耗が多くなるようです。分散実験で、50μmφビーズと30μmφビーズの比較を行ったことがあります。到達粒子径は30μmφビーズが微粒子化しましたが、ビーズ粉の混入量は50μmφビーズが少ないという結果でした。50μmφビーズと30μmφビーズの表面積比は1.00:1.66のため、この表面積の違いが摩耗量に影響すると考えられます。ビーズの摩耗によるコンタミネーションを嫌うときは、ビーズ径の影響に配慮する場合があります。
溶媒と摩耗
溶媒によって粉砕室内部品の摩耗に差が出ます。溶媒は処理物の使用目的、後工程処理などによって決定されますが、摩耗が溶媒によって大きな影響を受けることを理解しておかなければなりません。
摩耗は撹拌部材、粉砕室(ベッセル)、ビーズそれぞれに発生し、機械的には耐用時間の長さ、ビーズは粉砕性能と補充・全量交換時間に関係し、処理製品に対しては汚染として影響します。
溶媒と摩耗・粉砕性能の関係
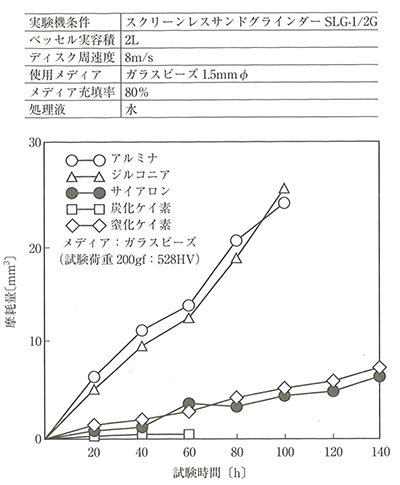
耐摩耗処理をしていないSUS304のディスクを用い、容器内にガラスビーズを入れて、溶媒に水、メタノール、エチレングレコールで摩耗速度を比較した結果、水>メタノール>エチレングレコールとなりました。溶媒が水のときの摩耗はほかの溶媒に比べて2.5~3.0倍になります。
ガラスやシリカなどの粉砕で溶媒による粉砕性能の違いが明らかですが、ビーズの摩耗量は粉砕性能の良いものほど多くなっています。摩耗はビーズだけではなく、撹拌部材、粉砕室容器に対してもビーズと同様の摩耗傾向にあることを認識しなければなりません。
ジルコニアと熱水
ジルコニアは60℃を超える熱水に対して注意しなければなりません。熱水に対して腐食摩耗が起きます。ビーズミル部品のセラミックス化を他社に先駆けて取り組んでいた弊社アイメックスが、新日本製鉄との共同研究や、日本工業大学との産学協同研究で1991年に確認された現象です。
熱水中のセラミックス摩耗量
撹拌部品や粉砕室(ベッセル)は60℃を超えると急激に摩耗が進み、ビーズは摩耗が早くなることからスクリーンやアニュラープレートギャップの目詰まりが頻繁に起きたり、ギャップセパレーターに噛みこんでセパレーターを破損させる原因になります。
ジルコニアビーズを使用する時、溶媒が水の場合はスラリー温度を60℃以下に制御しなければなりません。連続で長時間運転の場合は、ジャケットや外部冷却器の冷却媒体温度を低温にするとともに、充分な冷却熱源を持つなどの配慮が必要です。
ビーズ径と粉砕室部品の摩耗
ビーズミル内のビーズは、ビーズ同士が激しく接触することから摩耗が顕著です。また、ビーズは径が大きいほど運動エネルギーが強くなるので、粉砕室部品はビーズ径が大きいときは摩耗の進みが早いといえます。
前後の記事はこちら
中山勉:「超微粒子・ナノ粒子をつくる ビーズミル」,工業調査会
■ 次の記事「摩耗とコンタミネーション」≫
■ 前の記事「粉砕室内部材ごとの摩耗の特徴」≫
■ ビーズミル技術資料一覧ページへ ≫